")

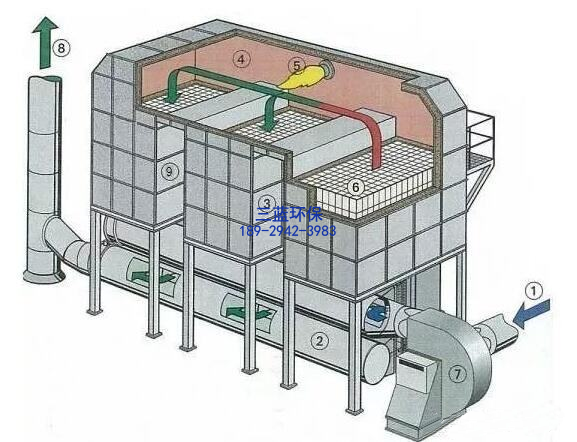
有机废气蓄热焚烧炉(RTO)是本公司在消化、吸收国外先进技术的基础上开发的一种有机废气治理设备。
有机废气蓄热焚烧炉的特点:
(1)采用蓄热式换热装置,蓄热载体与气体直接换热,炉膛辐射温压大,加热速度快;低温换热效果显著,所以换热效率特别高,热利用率在95%以上;大限度回收燃烧产物中的显热。热效率高,排烟温度低,节能效果显著。降低燃料消耗也就意味着减少了温室气体的排放。
(2)蓄热室内温度均匀分级增加,加强了炉内传热,换热效果更加,所以同样处理量的装置其炉膛容积可以缩小,大大降低了设备的占地面积。
(3)由于火焰不是在炉内高温蓄热体中开始逐渐燃烧,无高温锋面,因而燃烧噪声低。
(4)扩大了高温火焰燃烧区域,火焰的边界几乎扩展到炉膛的边界,从而使得炉膛内温度均匀,这样一方面提高了净化效率(可达99%),另一方面延长了炉膛耐火材料的使用寿命。
(5)与传统燃烧过程完全不同的热力学条件,采用分级燃烧技术,延缓燃烧能量的释放;炉内温升均匀,烧损低,加热效果好。不再存在传统燃烧过程中出现的局部高温高氧区,抑制了热力型氮氧化物(NOX)的生成,环保效果好。
(6)燃烧室内的温度整体升高且分布更趋均匀;炉膛温度可高达760~1100℃,有机物燃烧破坏率高,烟气在炉内高温停留时间长,有机物氧化分解完全,环保效果更为显著。
(7)系统采用PLC自动燃烧控制,自动化程度高、运行稳定、安全可靠性。
(8)可根据废气情况,合理设置热能回收装置,在高温燃烧室接导热油炉或余热锅炉;低温烟气用来加热废气,充分利用废气焚烧产生的余热。
适用范围:
VOCs浓度:浓度低于25%LEL,高低均可。废气处理量:大小均可,小3000m3/h,高500000m3/h。
焚烧场合:医药化工、农药化工、汽车涂装、转轮印刷 、表面涂装生产等。